لمحة عامة
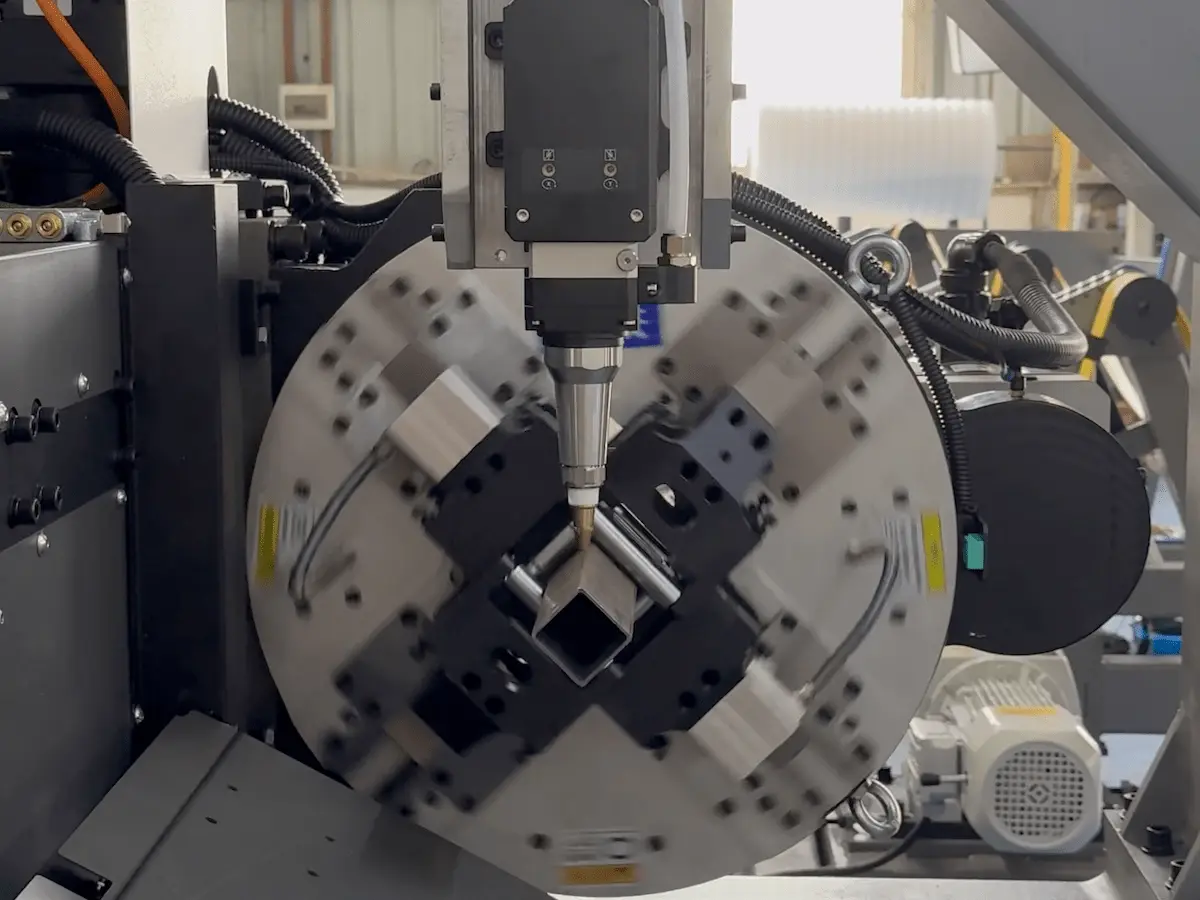
الظرف هو قلب أي ماكينة قطع أنبوبية بالليزر: تؤثر حالة إمساكه بشكل مباشر على دقة القطع وتركيز القِطع ووقت تشغيل الماكينة. فيما يلي دليل عملي على مستوى المهندسين يصنف أكثر مشاكل مقبض الظرف شيوعًا، ويشرح الأسباب الجذرية، ويوفر إصلاحات واضحة وعملية المنحى وأفضل ممارسات الصيانة التي يمكنك تطبيقها في أرضية الورشة.
قائمة مراجعة تشخيصية سريعة (ما الذي يجب التحقق منه أولاً)
هل يتحول الجزء أثناء القطع (الإزاحة الموضعية أو اللحامات المنحنية)؟
هل يوجد انزلاق أو قوة تشبيك غير متساوية؟
أي ضوضاء أو اهتزاز غير عادي من مجموعة الظرف؟
هل هناك تسرب للهواء (هسهسة)، أم أن النظام يفقد الضغط الهوائي؟
هل تركيز الجزء خارج نطاق التفاوت المسموح به (>0.1 مم)؟
إذا أجبت ب “نعم” على أي مما سبق، فاتبع خطوات استكشاف الأخطاء وإصلاحها المستهدفة أدناه.
المشاكل الشائعة وأسبابها وإصلاحها خطوة بخطوة
1) التثبيت غير المستقر → الانحراف الموضعي
الأعراض: تتحرك الشُّغْلَة أثناء القطع، مما يؤدي إلى إزاحة الثقب/القطع أو عرض درز غير متناسق.
الأسباب المحتملة والإصلاحات
وجوه الفك البالية: افحص الفكين للتأكد من عدم وجود تآكل أو تنقر أو تشوه “فم الجرس”. استبدل الفكوك البالية بشدة.
تراكم الحطام: قم بتفكيك الظرف وتنظيف قضبان التوجيه، وكتل المشبك، وأسطح التلامس لإزالة غبار الحديد والخردة.
رد الفعل العكسي الميكانيكي: افحص البكرات والتروس وتشغيل ناقل الحركة؛ أعد ضبط شبكة التروس وخلوص البكرات وفقًا لمعايير الشركة المصنعة.
الضغط الهوائي: تأكد من استقرار ضغط هواء التشغيل؛ يحتاج المشبك عادةً إلى حوالي 0.4 - 0.6 ميجا باسكال للإمساك الموثوق به - تحقق من المنظم والإمداد.
2) الانزلاق بسبب عدم كفاية قوة المشبك
الأعراض: انزلاق الشُّغْلَة أثناء الدوران/القطع؛ وغالبًا ما يلاحظ ذلك مع المخزون الأثقل أو المستدير.
الإصلاحات
مسار الهواء والضغط: افحص الخطوط الهوائية والتجهيزات والصمامات بحثًا عن وجود تسربات. ارفع ضغط التشغيل إلى نطاق التشغيل المناسب (انظر مواصفات الماكينة).
تلوث سطح التلامس: قم بإزالة الزيت، والبُرادة والغبار من أوجه الفك.
الفكوك الخلفية أو الأسطوانات الخلفية البالية: افحص واستبدل مكونات الفك البالية أو الأسطوانات المتسربة.
3) الضوضاء أو الخشخشة أو التذبذب
الأعراض: أصوات غير عادية أثناء دوران الظرف؛ تذبذب الظرف المرئي.
الأسباب والإصلاحات
الأجزاء الداخلية المفكوكة أو البالية: اربط المثبتات بإحكام واختبار تلاعب المحامل. استبدل المحامل أو أجزاء علبة التروس البالية.
النتوء/بقايا القطع بين أسنان التروس: تنظيف أسنان التروس واستخدام التشحيم المناسب (انظر إرشادات التشحيم).
اختلال محاذاة شبكة التروس: اضبط خلوص التروس لضمان سلاسة النقل.
4) التسريبات الهوائية (تسرب الهواء)
الأعراض: هسهسة مسموعة، وفقدان قوة المشبك، والتشغيل المتقطع.
الإصلاحات
استبدل الأختام: افحص واستبدل الحلقات الدائرية وعناصر منع التسرب التي يظهر عليها تقادم أو قطع أو تشوه.
إصلاح مسارات التسرب الداخلي: فك الظرف واختبار الضغط لتحديد موقع التسريبات الداخلية؛ إصلاح الممرات التالفة.
افحص التركيبات والصمامات: تحقق من توصيلات الأنابيب وصمامات الملف اللولبي وموانع تسرب الأسطوانة.
5) التركز (النفاد) خارج نطاق التحمل
التأثير: يتسبب في اختلال موقع الثقب وسوء ملاءمة التجميع.
إجراء التصحيح
قم بالقياس باستخدام مؤشر قرص: استخدم مؤشر قرص للتحقق من النفاذ وتسجيل القراءات.
ضبط التركيب: إعادة وضع الظرف وإعادة تثبيته في حدود التفاوتات المسموح بها؛ الهدف النموذجي ≤ 0.1 مم التركيز.
استخدم إجراءات التمركز التلقائي: عند التوفر، قم بتشغيل روتين التسوية/التوسيط التلقائي للماكينة المكون من خمس نقاط لإجراء محاذاة دقيقة.
الصيانة اليومية والدورية (الممارسات الوقائية)
التشحيم
التنظيف
جودة الهواء وضغطه
فحوصات ما قبل التشغيل والمثبتات
قواعد السلامة وأفضل الممارسات
قم دائمًا بفصل التيار الكهربائي وعزل الإمداد الهوائي قبل إزالة الظرف أو تركيبه.
قم بتقليل سرعة الدوران عند العمل مع القِطع القريبة من سعة إمساك الظرف.
بالنسبة للملفات الجانبية غير القياسية أو رقيقة الجدران، اضبط عدد الدورات في الدقيقة واستراتيجية التشبيك لتجنب التشوه.
عند تصنيع الأنابيب ذات الشكل الفردي، استخدم فكوكًا مخصصة بحجم يتناسب مع المظهر الجانبي وفكر في مسارات أدوات خاصة (تقدم العديد من الماكينات “مسار أدوات خاص بمفتاح واحد” للأنابيب المربعة بدون شطب).
التكوينات والنصائح الخاصة
دوائر 3 هواء مقابل دوائر 3 هواء مقابل دوائر 4 هواء: اعرف التصميم الهوائي للظرف الهوائي الخاص بك. عادةً ما يتحكم الظرف رباعي الدوائر الهوائية في الأسطوانة الرئيسية والفك الصلب الإضافي بشكل مستقل؛ قد تعتمد الأظرف ثلاثية الهواء على الفك الرئيسي للتحكم في الفك الإضافي عند تنفيسه. اضبط منطق التحكم بشكل مناسب لتجنب الانطلاقات غير المتوقعة.
فكوك مخصصة للأقسام غير المنتظمة: إذا كانت الفكوك القياسية غير قادرة على تأمين أنبوب غير متماثل أو أنبوب غير محدد الملامح، فقم بتركيب فكوك مخصصة مصممة لهذا القسم للحفاظ على تركيزه ومنع انزلاقه.
تدفق استكشاف الأخطاء وإصلاحها (مضغوط)
إعادة إنتاج العرض وتسجيل وقت/كيفية حدوثه.
الفحص البصري: الفكوك وموانع التسرب والتركيبات والحطام.
الهوائية: افحص الضغط والخراطيم والملفات اللولبية.
ميكانيكيًا: افحص المحامل والتروس والمثبتات.
قم بقياس التركيز وإعادة المحاذاة أو استبدال الأجزاء حسب الحاجة.
قم بإجراء قطع تحقق ومراقبة التكرار.
الخاتمة
سيمنع برنامج الصيانة الاستباقية المقترنة بخطوات منضبطة لاستكشاف الأعطال وإصلاحها من تحول المشكلات المتعلقة بالظرف إلى خسائر في الإنتاج. الوجبات الرئيسية: حافظ على نظافة واجهات الفك وقضبان التوجيه، وحافظ على الضغط الهوائي الصحيح، واستبدل الفكوك أو الأختام البالية على الفور، واستهدف التركيز ≤ 0.1 مم مع إجراء فحوصات منتظمة لمؤشر القرص. سيؤدي تنفيذ هذه التوصيات إلى تقليل الانزلاق وتحسين جودة القطع وإطالة عمر الظرف.