Обзор
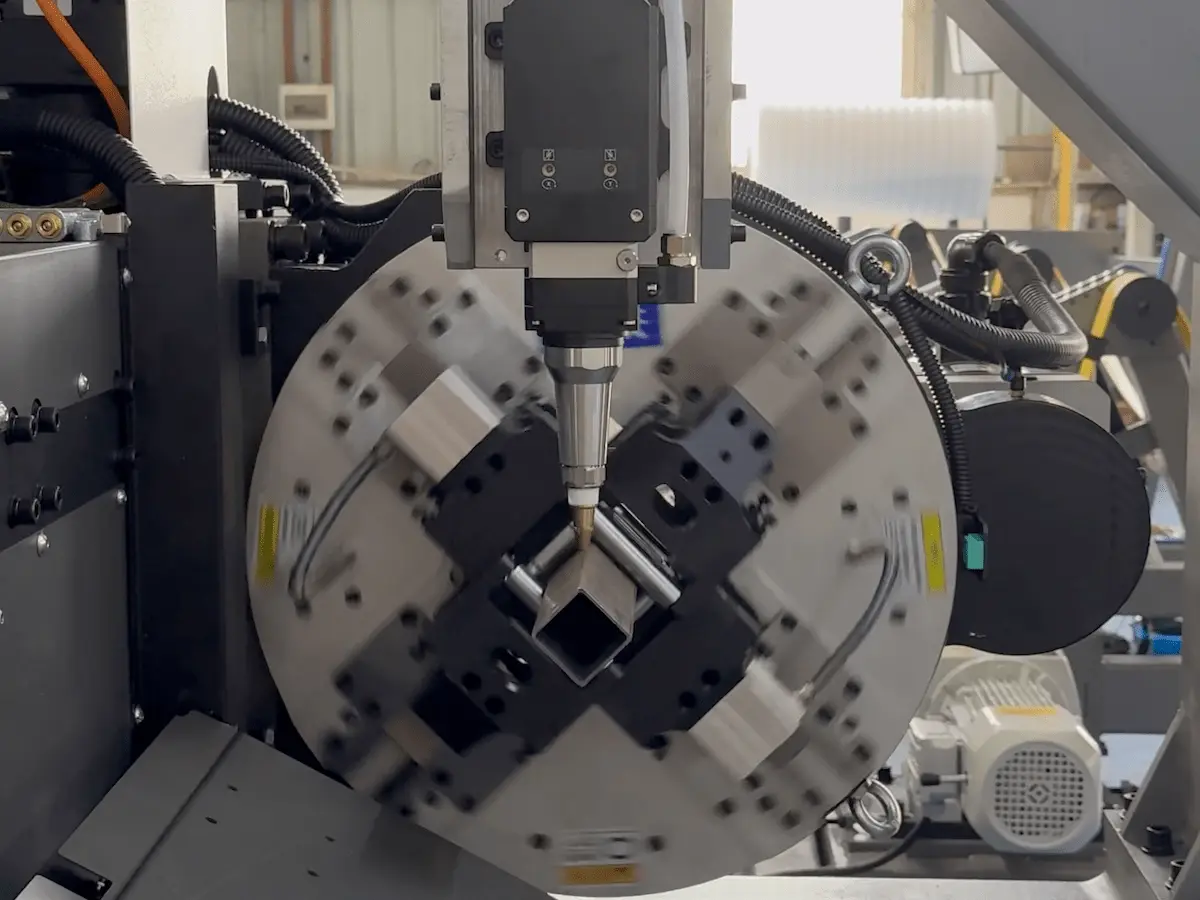
Патрон - это сердце любого станка для лазерной резки труб: состояние его захвата напрямую влияет на точность резки, концентричность деталей и время работы станка. Ниже представлено практическое руководство на уровне инженера, в котором классифицированы наиболее распространенные проблемы с захватом патрона, объяснены основные причины и приведены четкие, ориентированные на действия способы устранения и передовые методы обслуживания, которые можно применять в цеху.
Быстрый диагностический список (что проверить в первую очередь)
Не смещается ли деталь во время резки (смещение положения или гнутые швы)?
Есть ли проскальзывание или неравномерное усилие зажима?
Какие-либо необычные шумы или вибрации от узла патрона?
Имеется ли утечка воздуха (шипение), или в системе снижается пневматическое давление?
Концентричность детали не соответствует допуску (>0,1 мм)?
Если вы ответили “да” на любой из вышеперечисленных вопросов, выполните следующие шаги по устранению неполадок.
Распространенные проблемы, причины и пошаговые способы их устранения
1) Нестабильный зажим → позиционное отклонение
Симптомы: Заготовка смещается во время резки, что приводит к смещению отверстий/вырезов или неравномерной ширине шва.
Вероятные причины и способы их устранения
Изношенные челюсти: Осмотрите губки на предмет износа, точечной коррозии или деформации “раструба”. Замените сильно изношенные губки.
Скопление мусора: Разберите патрон и очистите направляющие, зажимные блоки и контактные поверхности от железной пыли и стружки.
Механический люфт: Проверьте ролики, шестерни и люфт в трансмиссии; приведите зацепление шестерен и зазоры в роликах в соответствие со стандартом производителя.
Пневматическое давление: Убедитесь, что рабочее давление воздуха стабильно; обычно для зажима требуется около 0,4-0,6 МПа для надежного захвата - проверьте регулятор и питание.
2) Соскальзывание из-за недостаточного усилия зажима
Симптомы: Заготовка проскальзывает во время вращения/отрезания; часто наблюдается при работе с более тяжелыми или круглыми заготовками.
Исправления
Воздушный тракт и давление: Осмотрите пневматические линии, фитинги и клапаны на предмет утечек. Повысьте рабочее давление до надлежащего рабочего диапазона (см. спецификацию машины).
Загрязнение поверхности контакта: Удалите масло, стружку и пыль с поверхности губок.
Изношенные задние губки или цилиндры: Проверьте и замените изношенные компоненты челюстей или негерметичные цилиндры.
3) Шум, дребезжание или шатание
Симптомы: Необычные звуки при вращении патрона; заметное колебание патрона.
Причины и способы устранения
Ослабленные или изношенные внутренние детали: Затяните крепежные детали и проверьте люфт подшипников. Замените изношенные подшипники или детали коробки передач.
Шлифовальные/режущие частицы между зубьями шестерен: Очистите зубья шестерен и нанесите надлежащую смазку (см. руководство по смазке).
Перекос зубчатого зацепления: Отрегулируйте зазор между шестернями, чтобы обеспечить плавную передачу.
4) Пневматические утечки (выход воздуха)
Симптомы: Слышимое шипение, потеря силы зажима, прерывистая работа.
Исправления
Замените уплотнения: Проверьте и замените уплотнительные кольца и уплотнительные элементы с признаками старения, порезов или деформации.
Устраните внутренние утечки: Разберите и испытайте патрон под давлением, чтобы обнаружить внутренние утечки; отремонтируйте поврежденные каналы.
Проверьте фитинги и клапаны: Проверьте соединения трубок, электромагнитные клапаны и уплотнения цилиндров.
5) Концентричность (биение) вне допуска
Воздействие: Вызывает смещение отверстий и плохую посадку при сборке.
Процедура коррекции
Измерьте с помощью циферблатного индикатора: Используйте циферблатный индикатор для проверки биения и записывайте показания.
Отрегулируйте крепление: Установите и закрепите патрон в пределах допустимых допусков; типичная цель ≤ 0,1 мм концентричность.
Используйте процедуры автоматического центрирования: Если есть возможность, запустите пятиточечную процедуру выравнивания/автоцентрирования станка, чтобы выполнить точное выравнивание.
Ежедневное и периодическое техническое обслуживание (профилактические мероприятия)
Смазка
Очистка
Качество воздуха и давление
Используйте чистый, сухой сжатый воздух. Поддерживайте первичное давление подачи в указанном машиной диапазоне (общий диапазон подачи 0,4-1,0 МПа), в то время как специфические зажимы часто работают вокруг 0,4-0,6 МПа.
Крепеж и предпусковые проверки
Перед каждой сменой: проверьте крепления зажимных губок, пределы открытия губок и плавность закрытия и открытия патрона.
Никогда не запускайте патрон при намеренно отключенной подаче воздуха и не нажимайте на ручной спуск, когда патрон вращается.
Правила безопасности и лучшие практики
Перед снятием или установкой патрона всегда отключайте питание и изолируйте пневматическое питание.
Уменьшите скорость вращения при работе с деталями, близкими к зажимной способности патрона.
Для нестандартных или тонкостенных профилей отрегулируйте число оборотов и стратегию зажима, чтобы избежать деформации.
При обработке труб нестандартной формы используйте специальные зажимные губки, соответствующие профилю, и предусмотрите специальные траектории движения инструмента (многие станки предлагают “одноключевую специальную траекторию движения инструмента” для квадратных труб без фасок).
Специальные конфигурации и советы
3-воздушные и 4-воздушные схемы: Знайте пневматическую схему своего патрона. Патрон с 4-воздушной схемой обычно управляет основным роликом и вспомогательной жесткой губкой независимо друг от друга; в 3-воздушных патронах основная губка может управлять вспомогательной губкой, когда она выпускает воздух. Во избежание непредвиденных выбросов настройте логику управления соответствующим образом.
Нестандартные губки для нестандартных сечений: Если стандартные губки не могут зафиксировать асимметричную или профилированную трубу, установите специальные губки, разработанные для данного сечения, чтобы сохранить концентричность и предотвратить проскальзывание.
Устранение неисправностей (компактный)
Воспроизведите симптом и запишите, когда/как он проявляется.
Визуальный осмотр: губки, уплотнения, фитинги и мусор.
Пневматика: проверьте давление, шланги и соленоиды.
Механика: осмотрите подшипники, шестерни и крепежные детали.
Измерьте концентричность и при необходимости выровняйте или замените детали.
Выполните проверочный разрез и проконтролируйте повторяемость.
Заключение
Проактивная программа технического обслуживания в сочетании с дисциплинированным устранением неисправностей не позволит проблемам, связанным с патронами, превратиться в производственные потери. Основные выводы: следите за чистотой поверхностей губок и направляющих, поддерживайте правильное пневматическое давление, своевременно заменяйте изношенные губки или уплотнения и добивайтесь концентричности ≤ 0,1 мм при регулярной проверке циферблатных индикаторов. Выполнение этих рекомендаций позволит минимизировать проскальзывание, улучшить качество резки и продлить срок службы патрона.