






Lazer Boru Kesme Aynası Sorunları - Nedenleri, Teşhis ve Profesyonel Çözümler
Genel Bakış
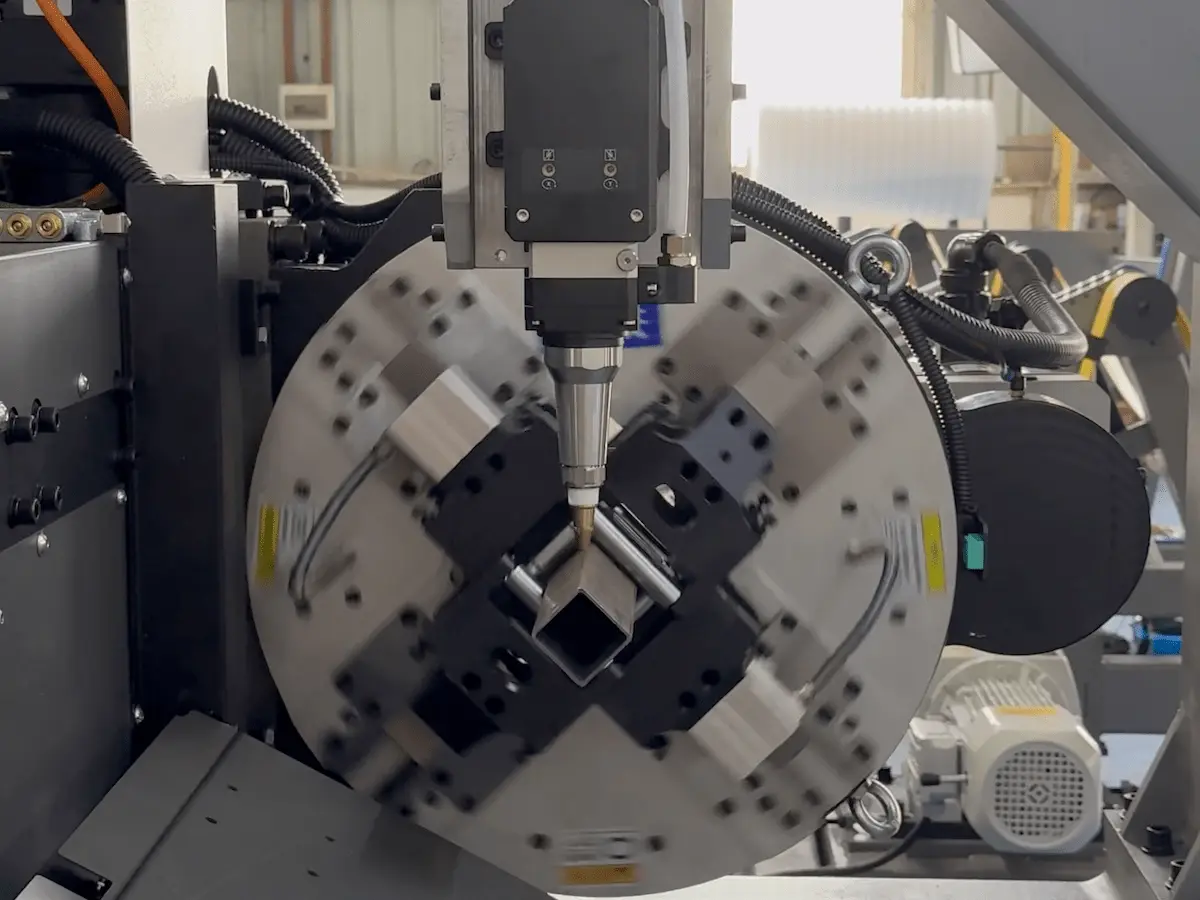
Ayna, lazer boru kesme makinesinin kalbidir: kavrama durumu kesme hassasiyetini, parça konsantrikliğini ve makinenin çalışma süresini doğrudan etkiler. Aşağıda, en yaygın ayna kavrama sorunlarını kategorize eden, temel nedenleri açıklayan ve atölyede uygulayabileceğiniz net, eylem odaklı düzeltmeler ve en iyi bakım uygulamaları sağlayan pratik, mühendis düzeyinde bir kılavuz bulunmaktadır.
Hızlı tanı kontrol listesi (ilk olarak nelerin kontrol edilmesi gerektiği)
Parça kesim sırasında kayıyor mu (pozisyonel kayma veya bükülmüş dikişler)?
Kayma veya eşit olmayan sıkıştırma kuvveti var mı?
Ayna tertibatından olağandışı bir ses veya titreşim geliyor mu?
Hava kaçağı (tıslama) var mı veya sistem pnömatik basınç kaybediyor mu?
Parça eşmerkezliliği tolerans dışında mı (>0,1 mm)?
Yukarıdakilerden herhangi birine “evet” yanıtı verdiyseniz, aşağıdaki hedeflenen sorun giderme adımlarını izleyin.
Sık karşılaşılan sorunlar, nedenleri ve adım adım çözümleri
1) Kararsız bağlama → pozisyonel sapma
Semptomlar: İş parçası kesim sırasında kayarak delik/kesim ofsetleri veya tutarsız dikiş genişliklerine neden olur.
Muhtemel nedenler ve düzeltmeler
Yıpranmış çene yüzleri: Çeneleri aşınma, çukurlaşma veya “çan ağzı” deformasyonu açısından inceleyin. Ciddi derecede aşınmış çeneleri değiştirin.
Enkaz birikmesi: Aynayı sökün ve demir tozunu ve talaşı gidermek için kılavuz rayları, kelepçe bloklarını ve temas yüzeylerini temizleyin.
Mekanik boşluk: Makaraları, dişlileri ve şanzıman boşluğunu kontrol edin; dişli ağını ve makara boşluklarını üreticinin standardına göre sıfırlayın.
Pnömatik basınç: Çalışma hava basıncının sabit olduğundan emin olun; kelepçe tipik olarak yaklaşık 0,4-0,6 MPa güvenilir kavrama için - regülatörü ve beslemeyi doğrulayın.
2) Yetersiz kelepçe kuvveti nedeniyle kayma
Semptomlar: İş parçası döndürme/kesme sırasında kayar; genellikle daha ağır veya yuvarlak stoklarda fark edilir.
Düzeltmeler
Hava yolu ve basınç: Pnömatik hatları, bağlantı parçalarını ve valfleri sızıntı açısından inceleyin. Çalışma basıncını uygun çalışma aralığına yükseltin (makine özelliklerine bakın).
Temas yüzeyi kontaminasyonu: Çene yüzeylerindeki yağ, talaş ve tozu temizleyin.
Aşınmış arka çeneler veya silindirler: Aşınmış çene bileşenlerini veya sızıntı yapan silindirleri inceleyin ve değiştirin.
3) Gürültü, tıkırtı veya yalpalama
Semptomlar: Ayna dönüşü sırasında olağandışı sesler; görünür ayna salınımı.
Nedenler ve düzeltmeler
Gevşek veya aşınmış iç parçalar: Bağlantı elemanlarını sıkın ve yatak boşluğunu test edin. Aşınmış yatakları veya dişli kutusu parçalarını değiştirin.
Dişli dişleri arasında talaş/kesme artıkları: Dişli dişlerini temizleyin ve uygun yağlama uygulayın (yağlama kılavuzuna bakın).
Dişli ağı yanlış hizalanması: Düzgün aktarım sağlamak için dişli boşluğunu ayarlayın.
4) Pnömatik sızıntılar (hava kaçağı)
Semptomlar: Sesli tıslama, kelepçe kuvveti kaybı, kesintili çalışma.
Düzeltmeler
Contaları değiştirin: Eskime, kesik veya deformasyon gösteren O-ringleri ve sızdırmazlık elemanlarını inceleyin ve değiştirin.
İç sızıntı yollarını onarın: İç sızıntıları tespit etmek için aynayı sökün ve basınç testi yapın; hasarlı geçişleri onarın.
Bağlantı parçalarını ve vanaları kontrol edin: Boru bağlantılarını, solenoid valfleri ve silindir contalarını doğrulayın.
5) Konsantriklik (salgı) tolerans dışı
Etki: Deliklerin yer değiştirmesine ve montaj uyumunun bozulmasına neden olur.
Düzeltme prosedürü
Bir kadranlı gösterge ile ölçün: Salgıyı kontrol etmek ve okumaları kaydetmek için bir kadranlı gösterge kullanın.
Montajı ayarlayın: Aynayı izin verilen toleranslar dahilinde yeniden konumlandırın ve yeniden sabitleyin; tipik hedef ≤ 0,1 mm eşmerkezlilik.
Otomatik merkezleme rutinlerini kullanın: Mevcut olduğunda, hassas hizalama gerçekleştirmek için makinenin beş noktalı tesviye / otomatik merkezleme rutinini çalıştırın.
Günlük ve periyodik bakım (önleyici uygulamalar)
Yağlama
Her vardiyada veya makinenin yağlama programına göre rulmanlara ve dişli ağına lityum bazlı gres (Lityum gres No.2) uygulayın.
Temizlik
Lazer cürufunu ve metal talaşını düzenli olarak temizleyin. Haftada 2-3 kez hafif bir temizlik yapın; planlı olarak daha derin inceleme ve temizlik yapın.
Hava kalitesi ve basıncı
Temiz, kuru basınçlı hava kullanın. Birincil besleme basıncını makinenin belirtilen aralığında tutun (genel besleme aralığı 0.4-1.0 MPa), kıskaç özellikleri ise genellikle 0,4-0,6 MPa.
Bağlantı elemanı ve çalışma öncesi kontroller
Her vardiyadan önce: çene bağlantı elemanlarını, çene açılma limitlerini ve aynanın düzgün bir şekilde kapanıp açıldığını kontrol edin.
Aynayı asla hava beslemesi kasıtlı olarak kapalıyken çalıştırmayın ve ayna dönerken manuel serbest bırakmaya basmaktan kaçının.
Güvenlik kuralları ve en iyi uygulamalar
Mandreni çıkarmadan veya takmadan önce daima gücü kapatın ve pnömatik beslemeyi izole edin.
Aynanın kavrama kapasitesine yakın parçalarla çalışırken dönme hızını azaltın.
Standart olmayan veya ince duvarlı profillerde, deformasyonu önlemek için RPM ve sıkıştırma stratejisini ayarlayın.
Tuhaf şekilli boruları işlerken, profile göre boyutlandırılmış özel çeneler kullanın ve özel takım yollarını göz önünde bulundurun (birçok makine, pahsız kare borular için “tek tuşlu özel takım yolu” sunar).
Özel konfigürasyonlar ve ipuçları
3 havalı ve 4 havalı devreler: Aynanızın pnömatik düzenini bilin. 4 hava devreli bir mandren tipik olarak ana silindiri ve yardımcı sert çeneyi bağımsız olarak kontrol eder; 3 havalı mandrenler, havalandırma yaptığında yardımcı çeneyi kontrol etmek için ana çeneye güvenebilir. Beklenmedik salınımları önlemek için kontrol mantığını uygun şekilde ayarlayın.
Düzensiz kesitler için özel çeneler: Standart çeneler asimetrik veya profilli bir boruyu sabitleyemiyorsa, eşmerkezliliği korumak ve kaymayı önlemek için bu bölüm için tasarlanmış özel çeneler takın.
Sorun giderme akışı (kompakt)
Semptomu yeniden üretin ve ne zaman/nasıl olduğunu kaydedin.
Görsel inceleme: çeneler, contalar, bağlantı parçaları ve döküntüler.
Pnömatik: basıncı, hortumları ve solenoidleri kontrol edin.
Mekanik: yatakları, dişlileri ve bağlantı elemanlarını inceleyin.
Eşmerkezliliği ölçün ve gerektiğinde parçaları yeniden hizalayın veya değiştirin.
Bir doğrulama kesimi yapın ve tekrarlanabilirliği izleyin.
Sonuç
Disiplinli sorun giderme adımlarıyla birlikte proaktif bir bakım programı, aynayla ilgili sorunların üretim kayıplarına dönüşmesini önleyecektir. Temel çıkarımlar: çene yüzeylerini ve kılavuz rayları temiz tutun, doğru pnömatik basıncı koruyun, aşınmış çeneleri veya contaları derhal değiştirin ve eşmerkezliliği hedefleyin ≤ 0,1 mm düzenli kadran-gösterge kontrolleri ile. Bu önerilerin uygulanması kaymayı en aza indirecek, kesim kalitesini artıracak ve ayna ömrünü uzatacaktır.