概述
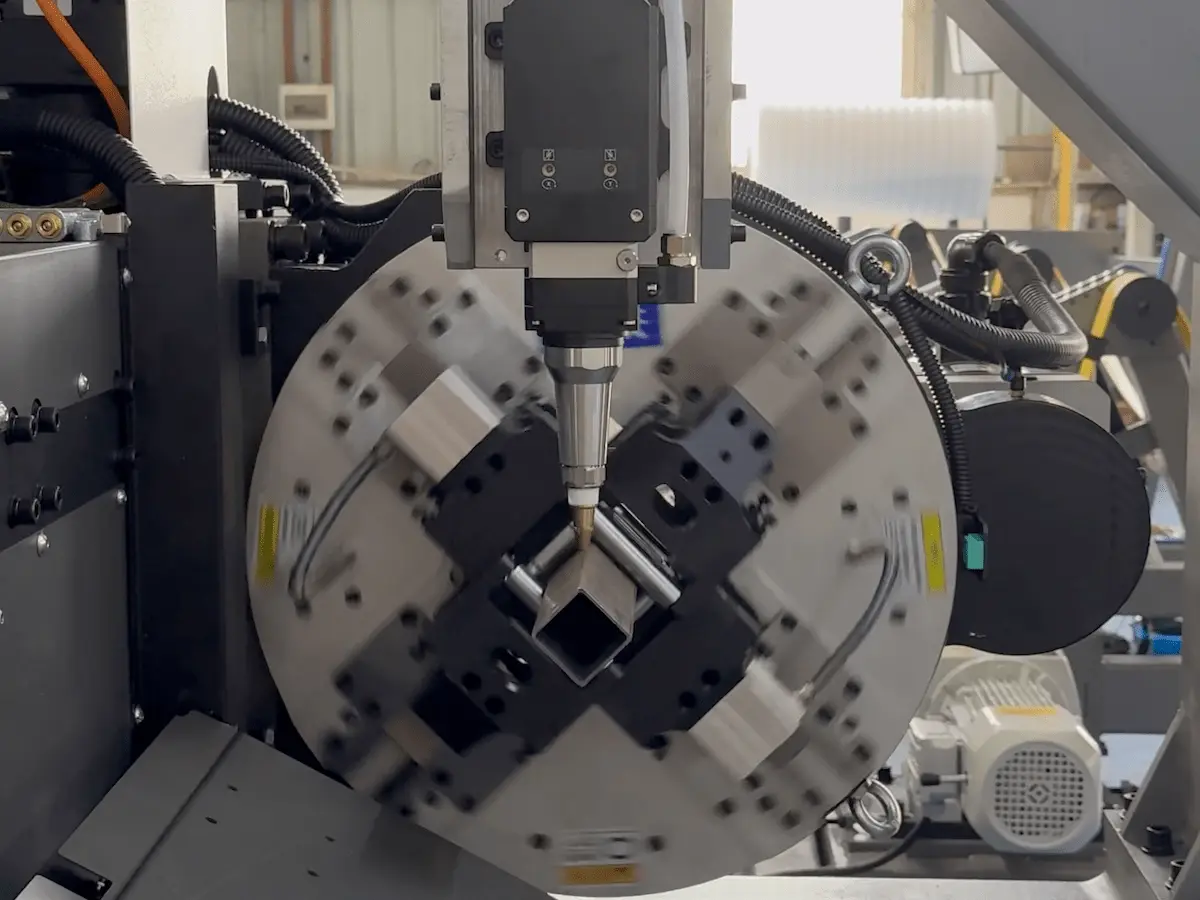
卡盘是任何激光管切割机的心脏:其夹持状态直接影响切割精度、工件同心度和机器正常运行时间。以下是一份工程师级别的实用指南,其中对最常见的卡盘夹持问题进行了分类,解释了问题的根本原因,并提供了明确的、以行动为导向的修复方法和维护最佳实践,您可以在车间应用。.
快速诊断清单(首先要检查什么)
切割过程中部件是否移动(位置偏移或接缝弯曲)?
是否存在滑动或夹紧力不均匀?
卡盘组件是否有异常噪音或振动?
是否有漏气(嘶嘶声)或系统气压下降?
零件同心度是否超出公差范围(>0.1 毫米)?
如果您的回答是 “是”,请按照以下有针对性的故障排除步骤进行操作。.
常见问题、原因和逐步解决方法
1) 夹紧不稳定 → 位置偏差
症状 工件在切割过程中移动,导致孔/切割偏移或接缝宽度不一致。.
可能的原因和解决方法
磨损的下巴面孔: 检查卡爪是否有磨损、点蚀或 “喇叭口 ”变形。更换严重磨损的卡爪。.
碎片堆积: 拆卸卡盘,清洁导轨、夹紧块和接触面,清除铁屑和切屑。.
机械反冲 检查滚子、齿轮和传动装置的间隙;按照制造商的标准重新设置齿轮啮合和滚子间隙。.
气压 确保操作气压稳定;夹钳通常需要大约 0.4-0.6 兆帕 确保可靠抓取 - 检验调节器和供应。.
2) 夹紧力不足导致滑动
症状 工件在旋转/切割过程中打滑;通常在较重或圆形工件上出现。.
修复
3) 噪音、嘎嘎声或晃动
症状 卡盘旋转时发出异常声音;可见卡盘摆动。.
原因和解决方法
4) 气动泄漏(空气泄漏)
症状 嘶嘶声、夹紧力下降、间歇性运行。.
修复
更换密封件: 检查并更换出现老化、切割或变形的 O 形圈和密封元件。.
修复内部泄漏通道: 拆卸卡盘并进行压力测试,找出内部泄漏点;修复损坏的通道。.
检查配件和阀门: 检查管道连接、电磁阀和气缸密封件。.
5) 同心度(跳动)超出公差范围
影响: 导致孔错位和装配配合不良。.
更正程序
用刻度盘指示器测量: 使用刻度盘指示器检查跳动并记录读数。.
调整安装: 在允许公差范围内重新定位和固定卡盘;典型目标 ≤ 0.1 毫米 同心度。.
使用自动对中程序: 在有条件的情况下,运行机器的五点找平/自动对中程序,进行精确对中。.
日常和定期维护(预防性做法)
润滑
清洁
空气质量和压力
紧固件和运行前检查
安全规则和最佳做法
在拆卸或安装卡盘之前,一定要切断电源并隔离气动供应。.
在加工接近卡盘抓取能力的工件时,降低转速。.
对于非标准或薄壁型材,应调整转速和夹紧策略以避免变形。.
加工异形管材时,应使用与管材轮廓大小相适应的定制卡爪,并考虑使用特殊刀具路径(许多机床为无倒角的方形管提供 “一键式特殊刀具路径”)。.
特殊配置和提示
故障排除流程(紧凑型)
重现症状并记录症状发生的时间和方式。.
目视检查:钳口、密封件、配件和碎屑。.
气动:检查压力、软管和电磁阀。.
机械:检查轴承、齿轮和紧固件。.
测量同心度,根据需要重新校准或更换部件。.
运行验证切割并监控重复性。.
结论
积极主动的维护计划与规范的故障排除步骤相结合,可防止与卡盘相关的问题转化为生产损失。主要启示:保持卡爪面和导轨清洁,保持正确的气压,及时更换磨损的卡爪或密封件,并确保同心度 ≤ 0.1 毫米 定期检查刻度盘指示器。执行这些建议将最大限度地减少滑动,提高切割质量并延长卡盘使用寿命。.